L’assemblage des cadres avec une moulure s’est révélé assez délicat. Pour tailler la coupe d’onglet, nous avons utilisé un gabarit qui permet de rattraper la largeur de la moulure.
Montage pour les coupe d’onglets
Montage à blanc
Les panneaux ont ensuite été calibrés pour s’insérer facilement dans la rainure et avec un jeu suffisant pour sa dilatation potentielle dans le cadre.
Avant le collage définitif, nous avons passé quelques couches d’huile dure prévue pour la finition sur les panneaux, pour éviter des marques sur le pourtour en cas de retrait.
En ce début d’année, l’association s’est un peu agrandie et les activités se sont diversifiées au gré de chacun(e)s. Les pièces suivantes du meuble demandaient aussi moins de mains d’œuvres. Il s’est agit de faire des queues d’arondes (à la main toujours) pour fixer deux planches qui seront sous le plateau supérieur. Elles renforceront la rigidité de l’ensemble et maintiendront l’équerrage.
Queue d’arondeVue des renfort supérieurs et du fond
Nous avons également inséré le fond qui repose sur des tasseaux latéreaux. Nous avons pu ensuite nous attaquer aux portes. Leurs cadres comportent une moulure et l’assemblage en tenon-mortaise se fait en coupe d’onglet, une rainure permettant de placer les panneaux, de la même façon que ceux de l’arrière.
Après la réalisation du panneau arrière, c’est la face avant qui se prépare. Le bois est déjà équarri et d’une longueur un peu supérieure à ce qui est nécessaire. C’est donc l’occasion de reprendre la réalisation de mortaises au bédane de 8 millimètres.
Mortaise dans un montant de la face du meuble
Tout le monde s’est pris au jeu et à contribué à la taille et l’ajustement des tenons, ainsi qu’à la réalisation des mortaise. Le traçage au trusquin a aussi été à nouveau pratiqué et quelques techniques de report de dimension présentées.
Collage en équipe et dans la bonne humeur
Toutes les pièces étant bien ajustées et le montage à blanc confirmant la réalisation, les éléments sont collés entre eux à la colle blanche vinylique. L’occasion d’être nombreux permet de faire un collage rapide, même si la colle est à prise normale.
Collage de la face du meuble
Le montage stabilisé avec les serres joints le temps du séchage.
Ensuite le cadre avant et le panneau arrière ont été collés aux montant qui avaient déjà été préparés.
Meuble collé périphérie
Les champs ont été rabotés puis raclés pour être sur le même plan que les planches des côtés. Un léger rabotage de finition a aussi été fait. Le résultat commence à apparaître.
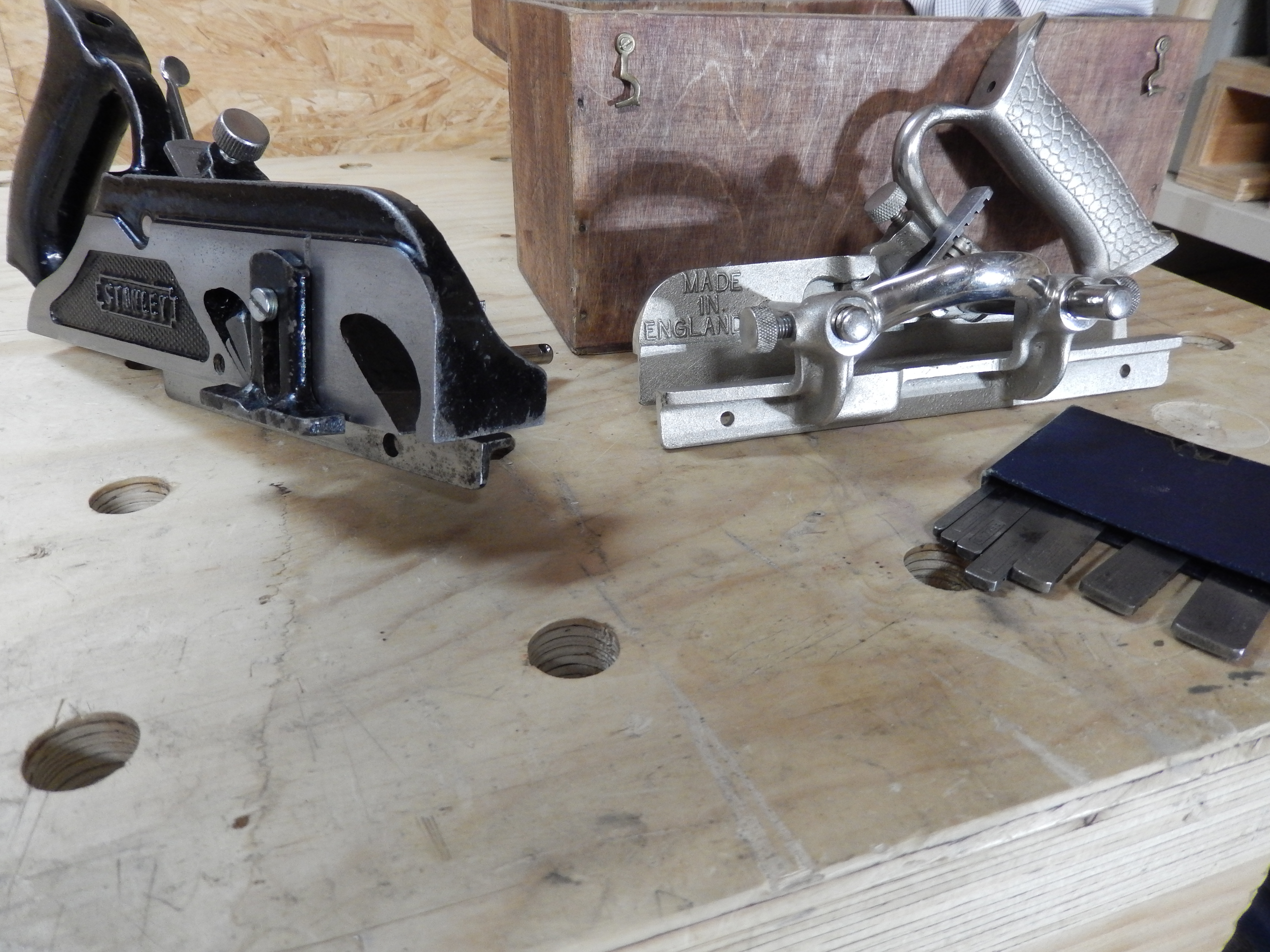
A la même occasion, nous avons découvert deux anciens rabots. A gauche sur la photo, un rabot à feuillure, le Stanley 78, et à droite un rabot à bouveter, le Record 044. Remis en service et bien affûter, ils vont pouvoir reprendre du service.
L’huile dure étant sèche, le panneau arrière a été collé et assemblé. Des presses à mors parallèles ont été utilisées pour s’assurer d’une pression uniforme, cependant des serres-joints à pompe auraient fait tout aussi bien le travail.
Collage panneau arrière
Les montants ne seront coupés à la longueur qu’après le collage, ce qui permet de conserver une bonne largeur pour l’installation des serres-joint. Ici les pièces sont larges et ce n’est pas forcément utile, en revanche sur des pièce moins larges, ceci évite de serrer en dehors de l’axe de la traverse et de provoquer une déformation.
Pendant ce temps là, les cinq pièces de la face avant ont été rabotées et tracées en reportant les dimensions du panneau arrière comme référence (« moins on mesure et plus c’est précis »). Une première mortaise a aussi été faite.
Le cadre étant terminé, les panneaux peuvent être ajustés. La fourniture en chêne étant un peu limitée, il a été décidé de confectionner le panneautage à base de chutes de lambris en peuplier. L’avantage étant que les rainures et languettes sont déjà faites, et les lames rabotées. Elles ont été collées ensembles puis découpées à la dimension plus la profondeur des rainures.
Détail panneau – plate-bande
Un chanfrein de 5 cm de large et pour laisser une épaisseur de 5 mm est taillé au rabot à main. Pour bien identifier le travail, un trait est fait au cayon de papier. Le peuplier est un bois très ligneux et pas des plus simple à travailler à la main. C’est un bon excercice tout de même.
Réalisation de la platebande
Les panneaux sont ensuite rabotés à la main pour faire disparaitre les différentes aspérités et ajuster les désafleurs suite au collage. Des tests de montage à blanc sont fait successivement.
Rabotage
La bonne odeur du peuplier, la même que celle des boîtes à camenbert réalisées dans le même bois, remplie l’atelier.
Fond du meuble – assemblage à blanc
Un assemblage à blanc est fait pour vérifier que tout va comme prévu. Le lambris sera traité d’une première couche d’huile dure avant l’assemblage. Ainsi s’il y a un retrait du bois du panneau, la partie qui deviendra exposée sera déjà à la même teinte.
Ce lundi nous avons terminé l’ajustement des tenons et mortaise du cadre arrière en reprenant les épaulements des tenons.
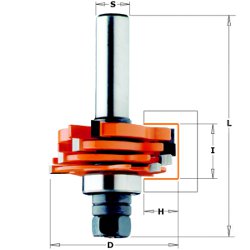
Afin d’accueillir le panneau qui sera constitués de lames de peuplier, une rainure de 6 millimètres a été usinée à la défonceuse.
La fraise à disque à rainurer est équipée d’un roulement de guidage en position basse. Il s’agit d’un modèle de chez CMT équipé d’un seul disque de 6 mm d’épaisseur (photo issue du catalogue du fabriquant.
Le guide parallèle a été utilisé ici pour la sécurité, car la fraise à un diamètre de 46 mm, et pour améliorer la captation des poussières.
Les rainures ont été décentrées pour ne pas fragiliser les tenons. Pour la même raison Elles sont de plus arrêtées à l’angle.
Au final nous avons les trois montants et les deux traverses usinées. La prochaine séance consistera à découper le panneau arrière et à le chanfreiner au rabot afin de réduire son épaisseur périphérique de 12mm à 6mm. Ainsi il pourra s’insérer sans contrainte dans la rainure et conserver le jeu nécessaire au mouvement du bois.
Super nouvelle : la convention de mise à disposition de l’atelier du collège à l’association Atoubois a été acceptée par le conseil d’administration de l’établissement.
Prochaines étapes :
– signature de la convention par Atoubois, puis par le Conseil-général et la Mairie
– réunion pour avancer sur le RI
– visite de l’atelier avec le professeur de menuiserie pour faire le point sur les machines et les espaces
































{kind=link}